


|
| एमओक्यू: | 900kg |
| कीमत: | Negotiation |
| स्टैंडर्ड पैकेजिंग: | 25KG / CTN, 36CTN / PALLET या छोटी पैकिंग |
| प्रसव अवधि: | तीस दिन |
| भुगतान विधि: | एल / सी, टी / टी, ओए |
| आपूर्ति क्षमता: | 600ton / माह |
DIN912 कार्बन स्टील बोल्ट
विनिर्देश
सॉकेट हेड कैप शिकंजा आमतौर पर हटाने योग्य पैनलों और भागों के लिए मशीन असेंबली में उपयोग किया जाता है।उनके पास एक हेक्स हेड के साथ एक गोल टोपी है और एक सॉकेट रिंच ड्राइव के साथ कड़ा है।लंबे समय तक कैप को देखने में आसान होता है जब उपवास किया जाता है, जबकि बटन और फ्लैट हेड कैप से कपड़े या लिंकेज के कम होने की संभावना होती है।एक काले ऑक्साइड या कवच कोट खत्म के साथ कैप शिकंजा जंग का विरोध करते हैं।
काली-ऑक्साइड स्टील के स्क्रू हल्के से जंग प्रतिरोधी होते हैं वातावरण। जस्ता-प्लेटेड स्टील का शिकंजा
गीले में जंग का विरोध करें वातावरण। एक के साथ शिकंजा नीला-सारंग खत्म करना आसान है अलग करते हैं।
जस्ता-परत-लेपित जस्ता-चढ़ाया हुआ शिकंजा के रूप में स्टील के स्क्रू जंग प्रतिरोधी के रूप में 20 गुना हैं और
Dacromet में लिपटे के लिए तुलनीय शिकंजा। जस्ता-अल्युमीनियम-लेपित स्टील के पेंच 40 गुना होते हैं
जंग प्रतिरोधी मढ़वाया शिकंजा के रूप में प्रतिरोधी और मैगनी-लेपित करने के लिए तुलनीय है शिकंजा। वे झेलते हैं
1,एएसटीएम प्रति 000 घंटे नमक स्प्रे B117।
मोटा धागे उद्योग हैं मानक; यदि आप पिच या थ्रेड्स नहीं जानते हैं तो इन स्क्रू को चुनें
प्रति इंच। ठीक तथा अतिरिक्त-ठीक ढीलेपन को रोकने के लिए धागे को बारीकी से देखा जाता है कंपन; महीन
थ्रेड, बेहतर है प्रतिरोध। वे मोटे के साथ संगत नहीं हैं धागे।
मिलने वाले पेंच एएसटीएम A574, एएसटीएम A574M, तथा आईएसओ 898-1 विनिर्देशों और परीक्षण का अनुपालन
सामग्री के लिए आवश्यकताओं गुणवत्ता। मिलने वाले पेंच मेरी तरह B18।3, मेरी तरह B18।3M, आईएसओ 21269, तथा
आईएसओ 4762 (पूर्व में शोर 912) आयामी के लिए विनिर्देशों का अनुपालन मानकों।
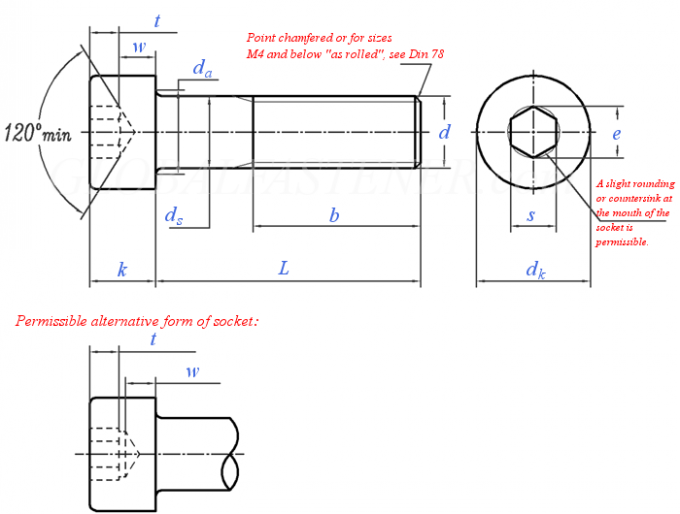
घ - धागे का नाममात्र व्यास
क - माथे की ऊँचाई
टी - नाली की गहराई
डीके - सिर का व्यास
एल - बोल्ट की लंबाई
रों - आंतरिक षट्भुज का आकार
स्टील: 8.8, 10.9, 12.9
स्टेनलेस: ए 2, ए 4
प्लास्टिक: -
गैर फैरस: -
थ्रेड: 6g, 5g6g ताकत 12.9 के लिए
|
||||||||||||||||||||||||
|
||||||||||||||||||||||||
|
||||||||||||||||||||||||
|
||||||||||||||||||||||||
प्रक्रिया प्रवाह
ठंडा फोर्जिंग
उपचार की आवश्यकता (यदि आवश्यक हो) ➨ वायरिंग od क्लॉड फोर्जिंग ➨ थ्रेड रोलिंग ingगर्मी उपचार करें (यदि आवश्यक हो) ➨ समाप्त ➨ पैकिंग
गर्म फोर्जिंग
काटने की सामग्री ➨ गर्म फोर्जिंग ➨ मोड़ ➨ हटना व्यास (आधा धागा) halfधागा रोलिंग ➨ गर्मी उपचार करें (यदि आवश्यक हो) ➨ समाप्त ➨ पैकिंग
उत्पाद ग्रेड
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
यांत्रिक संपत्ति
| नहीं। | यांत्रिक या भौतिक संपत्ति |
संपत्ति वर्ग | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 / 12.9 | ||||
| D≤16mmए | d> 16mmख | d≤16mm | ||||||||||
| 1 | तन्यता ताकत आरमके लिए MPA |
nom।सी | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| अधिकतम। | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | कम उपज ताकत आरeLके लिए MPA |
nom।सी | 240 | - | 300 | - | - | - | - | - | - | - |
| अधिकतम। | 240 | - | 300 | - | - | - | - | - | - | - | ||
| 3 | 0,2% गैर-आनुपातिक बढ़ाव पर तनाव आरp0.2के लिए MPA |
nom।सी | - | - | - | - | - | 640 | 640 | 720 | 900 | 1080 |
| अधिकतम। | - | - | - | - | - | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | 0,0048 डी गैर-आनुपातिक बढ़ाव पर तनाव पूर्ण आकार के फास्टनरों आरपीचके लिए MPA |
nom।सी | - | 320 | - | 400 | 480 | - | - | - | - | - |
| अधिकतम। | - | 340इ | - | 420इ | 480इ | - | - | - | - | - | ||
| 5 | प्रूफ लोड के तहत तनाव रोंपीचके लिए MPA |
nom। | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| प्रमाण Sपी, nom/ आरईएल मि या ताकत एसपी, nom/ आरp0.2min या रति एसपी, nom/ आरपीएफ मिनट |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | प्रतिशत बढ़ाव के लिए फ्रैक्चर के बाद मशीन परीक्षण टुकड़े, ए,% |
मि। | 22 | - | 20 | - | - | 12 | 12 | 10 | 9 | 8 |
| 7 | क्षेत्र के बाद प्रतिशत में कमी machined परीक्षण टुकड़े के लिए फ्रैक्चर, Z,% |
मि। | - | 52 | 48 | 48 | 44 | |||||
| 8 | पूर्ण-आकार के लिए फ्रैक्चर के बाद बढ़ाव फास्टनर, एकच |
मि। | - | 0.24 | - | 0.22 | 0.2 | - | - | - | - | - |
| 9 | सिर की आवाज | कोई फ्रैक्चर नहीं | ||||||||||
| 10 | विकर्स कठोरता, एचवी, F≥98N |
मि। | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| अधिकतम। | 220जी | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 1 1 | बैंगन कठोरता, HBW , एफ = 30D² |
मि। | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| अधिकतम। | 209जी | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | रॉकवेल कठोरता, एचआरबी, एच आर बी |
मि। | 67 | 71 | 79 | 82 | 89 | |||||
| अधिकतम। | 95जी | 99.5 | ||||||||||
| रॉकवेल कठोरता, एचआरसी |
मि। | - | 22 | 23 | 28 | 32 | 39 | |||||
| अधिकतम। | - | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | सतही कठोरता एचवी 0.3 |
अधिकतम। | - | एच | ज, j | ज, j | ||||||
| 14 | गैर-डिकार्बरीकृत थ्रेड ज़ोन, ई, मिमी की ऊंचाई | मि। | - | 1 / 2H1 | 2 / 3H1 | 3 / 4H1 | ||||||
| में पूरी तरह से सड़ने की गहराई धागा, जी, मिमी |
अधिकतम। | - | 0.015 | |||||||||
| 15 | तड़के के बाद कठोरता में कमी, एच.वी. | अधिकतम। | - | 20 | ||||||||
| 16 | ब्रेकिंग टॉर्क, मख, N · m |
मि। | - | आईएसओ 898-7 के अनुसार | ||||||||
| 17 | असर की प्रचंडता, कवीकश्मीर, मैं,जे |
मि। | - | 27 | - | 27 | 27 | 27 | 27 | म | ||
| 18 | के अनुसार सतह अखंडता | आईएसओ 6157-1n | आईएसओ 6157-3 | |||||||||
| मूल्य संरचनात्मक बोलिंग के लिए लागू नहीं होते हैं। b स्ट्रक्चरल बोल्टिंग d W M12 के लिए। ग। संपत्ति वर्गों के लिए पदनाम प्रणाली के उद्देश्य से नाममात्र मान निर्दिष्ट किए जाते हैं। खंड 5। घ उन मामलों में जहां कम उपज ताकत ReL निर्धारित नहीं की जा सकती है, यह 0,2% गैर-आनुपातिक बढ़ाव Rp0,2 पर तनाव को मापने के लिए अनुमत है। e संपत्ति वर्गों 4.8, 5.8 और 6.8 के लिए आरपीएफ मिन के मूल्यों की जांच चल रही है।वर्तमान मान केवल प्रमाण तनाव अनुपात की गणना के लिए दिए गए हैं।वे परीक्षण मूल्य नहीं हैं। f टेबल्स 5 और 7 में प्रूफ भार निर्दिष्ट हैं। जी एक फास्टनर के अंत में निर्धारित कठोरता 250 एचवी, 238 एचबी या 99,5 एचआरबी अधिकतम होगी। h भूतल की कठोरता 30 से अधिक विकर्स नहीं होगी, जो फास्टनर की मापित मूल कठोरता से ऊपर होती है, जब दोनों सतह की कठोरता और कोर कठोरता का निर्धारण HV 0,3 के साथ किया जाता है। i सतह पर कठोरता में कोई वृद्धि जो इंगित करती है कि सतह की कठोरता 390 एचवी से अधिक है स्वीकार्य नहीं है। j सतह पर कठोरता में कोई वृद्धि जो इंगित करती है कि सतह की कठोरता 435 HV से अधिक है स्वीकार्य नहीं है। k मान ues20 ° C के परीक्षण तापमान पर निर्धारित किए जाते हैं, 9.14 देखें। l डब्लू 16 मिमी तक लागू होता है।केवी के लिए एम वैल्यू की जांच चल रही है। n आईएसओ 6157-1 के बजाय, आईएसओ 6157-3 निर्माता और क्रेता के बीच समझौते द्वारा लागू हो सकता है। |
||||||||||||
सामग्री और रासायनिक खाद
1008
| रासायनिक मिश्रित% | ||||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन | अल |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| रासायनिक मिश्रित% | |||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| रासायनिक मिश्रित% | ||||||
| सी | सी | एम.एन. | पी | रों | सीआर | ख |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| रासायनिक मिश्रित% | |||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| रासायनिक मिश्रित% | |||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CrMo
| रासायनिक मिश्रित% | ||||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन | एमओ |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CrMo
| रासायनिक मिश्रित% | ||||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन | एमओ |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
समाप्त
प्लेन ZP YZP BLACK HDG DACROM GEOMET CHROME NICKEL और SO ON
पैकिंग
QBH बल्क
20-25KG / CTN, 36CTNS / फूस
20-30KG / थैलियों, 36BAGS / फूस
एक टन / बक्से
50KG / IRON DRUM, 12 IRON DRUMS / PALLET
QBH लघु पैकिंग
ग्राहकों की आवश्यकताओं के अनुसार छोटे बक्से में पैकिंग
ग्राहक की जरूरतों के अनुसार प्लास्टिक बैग में पैकिंग
QBH पैलेट टाइप करें
ठोस लकड़ी के ढेर का हल
यूरो पैलेट
तीन स्प्लिट शीट
लकड़ी का बक्सा
QBH के फायदे

|
|
| एमओक्यू: | 900kg |
| कीमत: | Negotiation |
| स्टैंडर्ड पैकेजिंग: | 25KG / CTN, 36CTN / PALLET या छोटी पैकिंग |
| प्रसव अवधि: | तीस दिन |
| भुगतान विधि: | एल / सी, टी / टी, ओए |
| आपूर्ति क्षमता: | 600ton / माह |
DIN912 कार्बन स्टील बोल्ट
विनिर्देश
सॉकेट हेड कैप शिकंजा आमतौर पर हटाने योग्य पैनलों और भागों के लिए मशीन असेंबली में उपयोग किया जाता है।उनके पास एक हेक्स हेड के साथ एक गोल टोपी है और एक सॉकेट रिंच ड्राइव के साथ कड़ा है।लंबे समय तक कैप को देखने में आसान होता है जब उपवास किया जाता है, जबकि बटन और फ्लैट हेड कैप से कपड़े या लिंकेज के कम होने की संभावना होती है।एक काले ऑक्साइड या कवच कोट खत्म के साथ कैप शिकंजा जंग का विरोध करते हैं।
काली-ऑक्साइड स्टील के स्क्रू हल्के से जंग प्रतिरोधी होते हैं वातावरण। जस्ता-प्लेटेड स्टील का शिकंजा
गीले में जंग का विरोध करें वातावरण। एक के साथ शिकंजा नीला-सारंग खत्म करना आसान है अलग करते हैं।
जस्ता-परत-लेपित जस्ता-चढ़ाया हुआ शिकंजा के रूप में स्टील के स्क्रू जंग प्रतिरोधी के रूप में 20 गुना हैं और
Dacromet में लिपटे के लिए तुलनीय शिकंजा। जस्ता-अल्युमीनियम-लेपित स्टील के पेंच 40 गुना होते हैं
जंग प्रतिरोधी मढ़वाया शिकंजा के रूप में प्रतिरोधी और मैगनी-लेपित करने के लिए तुलनीय है शिकंजा। वे झेलते हैं
1,एएसटीएम प्रति 000 घंटे नमक स्प्रे B117।
मोटा धागे उद्योग हैं मानक; यदि आप पिच या थ्रेड्स नहीं जानते हैं तो इन स्क्रू को चुनें
प्रति इंच। ठीक तथा अतिरिक्त-ठीक ढीलेपन को रोकने के लिए धागे को बारीकी से देखा जाता है कंपन; महीन
थ्रेड, बेहतर है प्रतिरोध। वे मोटे के साथ संगत नहीं हैं धागे।
मिलने वाले पेंच एएसटीएम A574, एएसटीएम A574M, तथा आईएसओ 898-1 विनिर्देशों और परीक्षण का अनुपालन
सामग्री के लिए आवश्यकताओं गुणवत्ता। मिलने वाले पेंच मेरी तरह B18।3, मेरी तरह B18।3M, आईएसओ 21269, तथा
आईएसओ 4762 (पूर्व में शोर 912) आयामी के लिए विनिर्देशों का अनुपालन मानकों।
घ - धागे का नाममात्र व्यास
क - माथे की ऊँचाई
टी - नाली की गहराई
डीके - सिर का व्यास
एल - बोल्ट की लंबाई
रों - आंतरिक षट्भुज का आकार
स्टील: 8.8, 10.9, 12.9
स्टेनलेस: ए 2, ए 4
प्लास्टिक: -
गैर फैरस: -
थ्रेड: 6g, 5g6g ताकत 12.9 के लिए
|
||||||||||||||||||||||||
|
||||||||||||||||||||||||
|
||||||||||||||||||||||||
|
||||||||||||||||||||||||
प्रक्रिया प्रवाह
ठंडा फोर्जिंग
उपचार की आवश्यकता (यदि आवश्यक हो) ➨ वायरिंग od क्लॉड फोर्जिंग ➨ थ्रेड रोलिंग ingगर्मी उपचार करें (यदि आवश्यक हो) ➨ समाप्त ➨ पैकिंग
गर्म फोर्जिंग
काटने की सामग्री ➨ गर्म फोर्जिंग ➨ मोड़ ➨ हटना व्यास (आधा धागा) halfधागा रोलिंग ➨ गर्मी उपचार करें (यदि आवश्यक हो) ➨ समाप्त ➨ पैकिंग
उत्पाद ग्रेड
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
यांत्रिक संपत्ति
| नहीं। | यांत्रिक या भौतिक संपत्ति |
संपत्ति वर्ग | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 / 12.9 | ||||
| D≤16mmए | d> 16mmख | d≤16mm | ||||||||||
| 1 | तन्यता ताकत आरमके लिए MPA |
nom।सी | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| अधिकतम। | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | कम उपज ताकत आरeLके लिए MPA |
nom।सी | 240 | - | 300 | - | - | - | - | - | - | - |
| अधिकतम। | 240 | - | 300 | - | - | - | - | - | - | - | ||
| 3 | 0,2% गैर-आनुपातिक बढ़ाव पर तनाव आरp0.2के लिए MPA |
nom।सी | - | - | - | - | - | 640 | 640 | 720 | 900 | 1080 |
| अधिकतम। | - | - | - | - | - | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | 0,0048 डी गैर-आनुपातिक बढ़ाव पर तनाव पूर्ण आकार के फास्टनरों आरपीचके लिए MPA |
nom।सी | - | 320 | - | 400 | 480 | - | - | - | - | - |
| अधिकतम। | - | 340इ | - | 420इ | 480इ | - | - | - | - | - | ||
| 5 | प्रूफ लोड के तहत तनाव रोंपीचके लिए MPA |
nom। | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| प्रमाण Sपी, nom/ आरईएल मि या ताकत एसपी, nom/ आरp0.2min या रति एसपी, nom/ आरपीएफ मिनट |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | प्रतिशत बढ़ाव के लिए फ्रैक्चर के बाद मशीन परीक्षण टुकड़े, ए,% |
मि। | 22 | - | 20 | - | - | 12 | 12 | 10 | 9 | 8 |
| 7 | क्षेत्र के बाद प्रतिशत में कमी machined परीक्षण टुकड़े के लिए फ्रैक्चर, Z,% |
मि। | - | 52 | 48 | 48 | 44 | |||||
| 8 | पूर्ण-आकार के लिए फ्रैक्चर के बाद बढ़ाव फास्टनर, एकच |
मि। | - | 0.24 | - | 0.22 | 0.2 | - | - | - | - | - |
| 9 | सिर की आवाज | कोई फ्रैक्चर नहीं | ||||||||||
| 10 | विकर्स कठोरता, एचवी, F≥98N |
मि। | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| अधिकतम। | 220जी | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 1 1 | बैंगन कठोरता, HBW , एफ = 30D² |
मि। | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| अधिकतम। | 209जी | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | रॉकवेल कठोरता, एचआरबी, एच आर बी |
मि। | 67 | 71 | 79 | 82 | 89 | |||||
| अधिकतम। | 95जी | 99.5 | ||||||||||
| रॉकवेल कठोरता, एचआरसी |
मि। | - | 22 | 23 | 28 | 32 | 39 | |||||
| अधिकतम। | - | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | सतही कठोरता एचवी 0.3 |
अधिकतम। | - | एच | ज, j | ज, j | ||||||
| 14 | गैर-डिकार्बरीकृत थ्रेड ज़ोन, ई, मिमी की ऊंचाई | मि। | - | 1 / 2H1 | 2 / 3H1 | 3 / 4H1 | ||||||
| में पूरी तरह से सड़ने की गहराई धागा, जी, मिमी |
अधिकतम। | - | 0.015 | |||||||||
| 15 | तड़के के बाद कठोरता में कमी, एच.वी. | अधिकतम। | - | 20 | ||||||||
| 16 | ब्रेकिंग टॉर्क, मख, N · m |
मि। | - | आईएसओ 898-7 के अनुसार | ||||||||
| 17 | असर की प्रचंडता, कवीकश्मीर, मैं,जे |
मि। | - | 27 | - | 27 | 27 | 27 | 27 | म | ||
| 18 | के अनुसार सतह अखंडता | आईएसओ 6157-1n | आईएसओ 6157-3 | |||||||||
| मूल्य संरचनात्मक बोलिंग के लिए लागू नहीं होते हैं। b स्ट्रक्चरल बोल्टिंग d W M12 के लिए। ग। संपत्ति वर्गों के लिए पदनाम प्रणाली के उद्देश्य से नाममात्र मान निर्दिष्ट किए जाते हैं। खंड 5। घ उन मामलों में जहां कम उपज ताकत ReL निर्धारित नहीं की जा सकती है, यह 0,2% गैर-आनुपातिक बढ़ाव Rp0,2 पर तनाव को मापने के लिए अनुमत है। e संपत्ति वर्गों 4.8, 5.8 और 6.8 के लिए आरपीएफ मिन के मूल्यों की जांच चल रही है।वर्तमान मान केवल प्रमाण तनाव अनुपात की गणना के लिए दिए गए हैं।वे परीक्षण मूल्य नहीं हैं। f टेबल्स 5 और 7 में प्रूफ भार निर्दिष्ट हैं। जी एक फास्टनर के अंत में निर्धारित कठोरता 250 एचवी, 238 एचबी या 99,5 एचआरबी अधिकतम होगी। h भूतल की कठोरता 30 से अधिक विकर्स नहीं होगी, जो फास्टनर की मापित मूल कठोरता से ऊपर होती है, जब दोनों सतह की कठोरता और कोर कठोरता का निर्धारण HV 0,3 के साथ किया जाता है। i सतह पर कठोरता में कोई वृद्धि जो इंगित करती है कि सतह की कठोरता 390 एचवी से अधिक है स्वीकार्य नहीं है। j सतह पर कठोरता में कोई वृद्धि जो इंगित करती है कि सतह की कठोरता 435 HV से अधिक है स्वीकार्य नहीं है। k मान ues20 ° C के परीक्षण तापमान पर निर्धारित किए जाते हैं, 9.14 देखें। l डब्लू 16 मिमी तक लागू होता है।केवी के लिए एम वैल्यू की जांच चल रही है। n आईएसओ 6157-1 के बजाय, आईएसओ 6157-3 निर्माता और क्रेता के बीच समझौते द्वारा लागू हो सकता है। |
||||||||||||
सामग्री और रासायनिक खाद
1008
| रासायनिक मिश्रित% | ||||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन | अल |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| रासायनिक मिश्रित% | |||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| रासायनिक मिश्रित% | ||||||
| सी | सी | एम.एन. | पी | रों | सीआर | ख |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| रासायनिक मिश्रित% | |||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| रासायनिक मिश्रित% | |||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CrMo
| रासायनिक मिश्रित% | ||||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन | एमओ |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CrMo
| रासायनिक मिश्रित% | ||||||||
| सी | सी | एम.एन. | पी | रों | सीआर | नी | घन | एमओ |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
समाप्त
प्लेन ZP YZP BLACK HDG DACROM GEOMET CHROME NICKEL और SO ON
पैकिंग
QBH बल्क
20-25KG / CTN, 36CTNS / फूस
20-30KG / थैलियों, 36BAGS / फूस
एक टन / बक्से
50KG / IRON DRUM, 12 IRON DRUMS / PALLET
QBH लघु पैकिंग
ग्राहकों की आवश्यकताओं के अनुसार छोटे बक्से में पैकिंग
ग्राहक की जरूरतों के अनुसार प्लास्टिक बैग में पैकिंग
QBH पैलेट टाइप करें
ठोस लकड़ी के ढेर का हल
यूरो पैलेट
तीन स्प्लिट शीट
लकड़ी का बक्सा
QBH के फायदे

